Surmoulage avec IDC pour les bobines électromagnétiques dans l'automobile
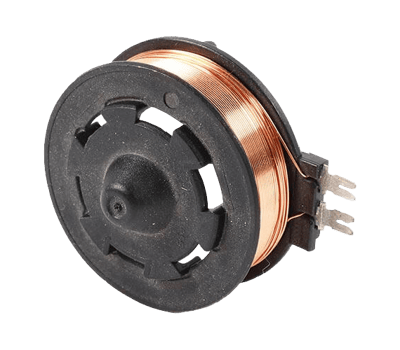
Les bobines électromagnétiques utilisées dans l'industrie automobile — notamment dans les électrovannes pour la compensation de pression du réservoir, le transport de fluides, l'alimentation en carburant ou la commande hydraulique — tirent un grand profit de la combinaison entre la connexion par déplacement d'isolant (IDC) et le surmoulage. Cet article examine les aspects techniques, les processus, les avantages et inconvénients, ainsi que la pertinence pour des applications spécifiques.

L'IDC permet des connexions filaires efficaces sans dénudage, tandis que le surmoulage assure une protection hermétique des composants. Ensemble, ils améliorent la robustesse face aux vibrations, à l'humidité et aux agressions chimiques — autant de défis courants dans les environnements véhicules.
Principes de base : IDC et surmoulage
L'IDC, également appelée connexion par déplacement d'isolant, pénètre mécaniquement l'isolation du fil avec des contacts tranchants afin d'établir une connexion conductrice — idéale pour les fils de bobine fins (0.1–0.8 mm / AWG 20–38) dans les systèmes modulaires. Lors du surmoulage, la connexion IDC ainsi que la bobine sont noyées dans des matières thermoplastiques telles que le polyamide (PA6/66) ou le polysulfure de phénylène (PPS) par moulage par injection. Cette combinaison protège de manière fiable les contacts IDC sensibles contre les influences environnementales — en particulier dans les applications exigeantes où les connexions non protégées doivent être encapsulées ou surmoulées pour garantir la résistance aux chocs et l'étanchéité.
Processus : de la connexion à l'étanchéité
La séquence typique commence par la terminaison IDC : le contact IDC est enfoncé sur le fil isolé, traversant l'isolation et contactant le conducteur (cuivre ou matériau alternatif). La bobine est ensuite placée dans un moule d'injection. Les variantes comprennent le moulage basse pression pour les composants sensibles ou l'injection haute pression pour des structures denses et robustes. Des matériaux tels que le PBT ou le PPS sont traités à des températures de 220–350 °C, avec un renforcement en fibre de verre pour une stabilité mécanique accrue. Des masques (par ex. en silicone) protègent les contacts IDC contre toute pénétration de matière, préservant ainsi leur flexibilité. Dans les applications automobiles, une étanchéité hermétique conforme à la norme IP67 est fréquemment obtenue grâce à l'intégration de connecteurs tels que l'AMP Superseal.
Avantages et inconvénients de la combinaison de l'IDC et du surmoulage
Avantages:
-
Fort potentiel d'automatisation : l'IDC réduit les étapes d'assemblage ; le surmoulage intègre la protection en une seule opération — idéal pour la production en grande série.
-
Durabilité accrue : le surmoulage protège les connexions IDC contre la poussière, la condensation et la pression ; combiné à l'IDC, il forme une unité étanche aux gaz et résistante à la corrosion.
-
Fiabilité mécanique et électrique : faible résistance de contact grâce à l'IDC, amortissement des vibrations jusqu'à 50 g et meilleure dissipation thermique par ajustement serré des matériaux.
-
Économies et intégration fonctionnelle : suppression des boîtiers séparés, intégration des câbles et capteurs en un seul processus, complexité d'assemblage réduite.

Inconvénients :
-
Contraintes thermiques et mécaniques : les différences de coefficients de dilatation entre le fil, le contact IDC et le matériau de surmoulage peuvent provoquer des microfissures ou une délamination.
-
Robustesse limitée sous charges extrêmes : l'IDC est plus sensible aux vibrations et aux tractions que le sertissage ou le soudage ; le surmoulage atténue ce phénomène sans le résoudre entièrement.
-
Complexité du processus et investissements : des surfaces propres, un contrôle précis de la température et de la pression, ainsi que des outillages coûteux sont nécessaires ; tout désalignement entraîne rapidement des rebuts.
Exemples d'applications et considérations techniques
Dans les électrovannes pour systèmes EVAP (compensation de pression du réservoir), la combinaison protège contre les vapeurs de carburant et l'humidité ; l'IDC facilite les connexions rapides tandis que le surmoulage assure l'étanchéité. Pour les vannes hydrauliques dans les transmissions, la solution offre une résistance à la pression jusqu'à 200 bar. Dans les conduites d'alimentation en carburant, la résistance à la corrosion est prioritaire — le surmoulage améliore significativement la tenue aux carburants. Dans les applications de transport de fluides, l'IDC minimise le temps de production tandis que le surmoulage intègre l'isolation contre les perturbations électriques. Les tests essentiels comprennent les contrôles d'étanchéité à l'hélium et les cycles de vibration selon la norme AEC-Q100. Des paramètres tels que la vitesse d'injection et le temps de refroidissement doivent être soigneusement optimisés pour préserver l'intégrité des contacts IDC — en évitant notamment toute surchauffe susceptible de nuire à la conductivité.









